Alçak Basınç Karbürleme (ABK) veya vakumlu karbürleme sürecinde vakum derecesinin hassas kontrol gereksinimlerini karşılamak amacıyla bu makalede kapsamlı çözümler sunulmaktadır. Bu çözümler; karbürleme gazının karıştırılması için gaz karıştırma tankının eklenmesi, yukarı ve aşağı akış dinamik vakum kontrolü yöntemlerinin kullanılması ve vakum derecesinin sıcaklık ile koordine edilerek kontrol edilmesi gibi teknikleri içerir. Bu yaklaşım sayesinde, sızma (infiltrasyon) sürecinde vakum derecesinin ve sıcaklığın hızlı ve hassas kontrolü sağlanabilir.
Vakumlu karbürleme olarak da bilinen Alçak Basınç Karbürleme (LPC), bir karbürleme ortamının düşük basınçlı bir vakum altında yüksek sıcaklıktaki bir fırına hızlı karbürleme için verildiği bir işlemdir. Vakumlu karbürleme süreci tek aşamalı, darbeli (pulse) veya sallanım (swing) tipi olabilir. Bu süreçlerde, vakum kontrolü derecesi, sıcaklık ve karbürleme süresi spesifik gereksinimlere göre değişir, özellikle vakum derecesi sıcaklık değişimiyle birlikte çarpıcı şekilde değişir.
Bu nedenle, vakumlu karbürleme sürecinde vakum kontrolü açısından çözülmesi gereken temel sorunlar şunlardır:
Bu makale, Alçak Basınç Karbürleme sürecinde vakum kontrolü gereksinimlerini karşılamak için hassas kontrol çözümüne odaklanmakta ve senkron sıcaklık kontrolüne ulaşmak için çift kanallı PID kontrolü benimsemektedir.
Alçak basınç karbürleme sürecindeki vakum derecesi ve sıcaklık kontrol sisteminin genel yapısı Şekil 1’de gösterilmiştir.
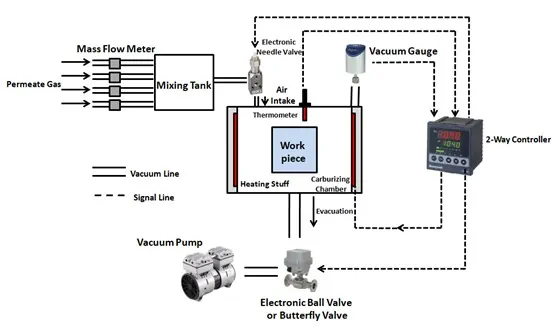
Vakum Kontrolünün Temel İlkesi dinamik kontrol yöntemidir: Kontrol ayarlanan değerine ve vakum ölçerin ölçülen değerine göre, karbürleme odasının hava giriş akışı ve egzoz akışı ayrı ayrı ayarlanır, böylece içeri ve dışarı akış dinamik bir dengeye ulaşır. Otomatik kontrol için PID kontrol algoritmaları ve ilgili kontrolcüler gereklidir.
Şekil 1’de görüldüğü gibi, önerilen hassas vakum kontrolü çözümü dinamik kontrol yöntemini benimser:
Dinamik Kontrol Modları:
Farklı LPC süreçleri için kontrol aralığı 1 Pa ~ 100 kPa’dır. Bu nedenle, farklı vakum derecesi aralıklarındaki kontrol için farklı dinamik kontrol modları benimsenmelidir:
Şekil 1’de gösterildiği gibi, hava giriş akışının ayarlanması ve kontrolü için, karbürleme odasının giriş ucuna bir gaz karıştırma tankı eklenmiştir. Çeşitli sızma gazlarını gaz karıştırma tankına dağıtmak için bir gaz kütle debimetresi kullanılır. Gaz, akış düzenlemesi ve kontrolü için elektronik iğneli valf içerisinden geçer.
Eş zamanlı sıcaklık kontrolü işlevine ulaşmak için bu şema çift kanallı bir PID kontrolcü kullanır; bir kanal vakum derecesini kontrol etmek, diğer kanal ise sıcaklığı kontrol etmek için kullanılır. Bu PID kontrolcü, 24-bit A/D ve 16-bit D/A dönüştürücülere sahiptir. Termokupl, termal direnç ve DC voltaj gibi 47 giriş sinyali formunu destekler.
Vakum Kontrolünde Yüksek Hassasiyetli Ayar:
Vakum derecesi kontrol sürecinde yüksek hassasiyetli ayar sağlamak için, sayısal kontrollü bir step motor ile ince ayar yapılabilen bir elektronik iğneli valf kullanılır (Şekil 2).

FC serisi oransal iğneli valflerin histerezisi, solenoid valflere göre çok daha küçüktür ve 1 saniye içinde yüksek hızlı tepki süresine sahiptir. Özellikle Flor Kauçuk (FKM) sızdırmazlık teknolojisinin kullanılması, valfe üstün korozyon direnci kazandırır. Sayısal kontrollü oransal valf ile donatılmış step motor sürücü devre modülü, gerekli güç kaynağını (24VDC) ve kontrol sinyalini (0~10VDC) sağlar ve ayrıca RS485 seri haberleşme ile doğrudan kontrol imkanı sunar.
Sonuç olarak, bu makalede açıklanan çözüm sayesinde, Alçak Basınç Karbürleme sürecinde vakum kontrolü doğruluğu tam ölçek aralığında %1’e ulaşabilir ve buna karşılık gelen sıcaklık kontrolü de hassas bir şekilde yürütülebilir.