Vakumlu kurutma, malzemelerin vakum negatif basınç koşullarına yerleştirildiği ve uygun şekilde ısıtılarak negatif basınç altında kaynama noktasına ulaştırıldığı veya soğutularak malzemelerin katılaşmasının ardından erime noktası aracılığıyla kurutulduğu bir yöntemdir. Yaygın kurutucu türleri arasında tepsi, akışkan yataklı, püskürtmeli, döner ve vakumlu fırın kurutucuları bulunur.
Vakumlu kurutma süreci, bir vakum pompasına bağlı kapalı bir bölme içinde gerçekleştirilir. Vakumlu fırın, bölme içindeki nemi ve kurutulan ürünü azaltmak için sıcaklık ve vakum basıncı dengesini kullanır. Bu teknoloji; ısıya duyarlı, higroskopik veya toksik tozlar ve granüller için en yaygın laboratuvar, araştırma ve endüstriyel kurutma yöntemidir. Örneğin, ilaç, gıda işleme, plastik ve kimyasal işleme gibi sektörler yaygın olarak kurutulmuş tozları kullanır.
İnceli tozların vakumlu kurutulmasında karşılaşılan yaygın sorunlardan biri, hangi tip kurutma ekipmanı kullanılırsa kullanılsın, kuru tozun kurutucunun çeşitli yerlerinde veya vakum pompaları gibi akış aşağı proses ekipmanlarında topaklar veya katmanlar halinde birikmesidir. Bu durum, vakum pompasının normal çalışmasını ve servis ömrünü etkiler. Ayrıca, vakum pompasından dışarı atılan ince tozlar potansiyel olarak tehlikeli sorunlara yol açabilir.
Yakın zamanda bir vakumlu fırın üreticisi, mevcut teknolojiyi yükseltmek ve ince tozun kurutulması sürecindeki yukarıda belirtilen sorunları tamamen çözmek için teknik destek önlemleri talep etti. Bu makale, ilgili çözümleri detaylıca tanıtacaktır. Çözümün temelinde, fırının vakum derecesinde yavaş ve kontrollü bir değişim süreci sağlayarak, kontrollü tahliyeye ulaşılması yer almaktadır. Bu çözüm, basınç regülatörü uygulamalarında yeni bir yaklaşım sunmaktadır.
İnceli tozun tozlanma ve birikme olmadan vakumlu kurutma sürecinde iki temel önlem alınması gerekir:
Buradan, ince tozun vakumlu kurutulması problemini çözmenin anahtarının, vakum derecesinin programlı kontrolüne ulaşmak olduğu görülmektedir. Vakum derecesi kontrol programı, doğrusal değişim ve sabit kalma olmak üzere iki türü içerir ve kontrol programı keyfi olarak ayarlanabilir.
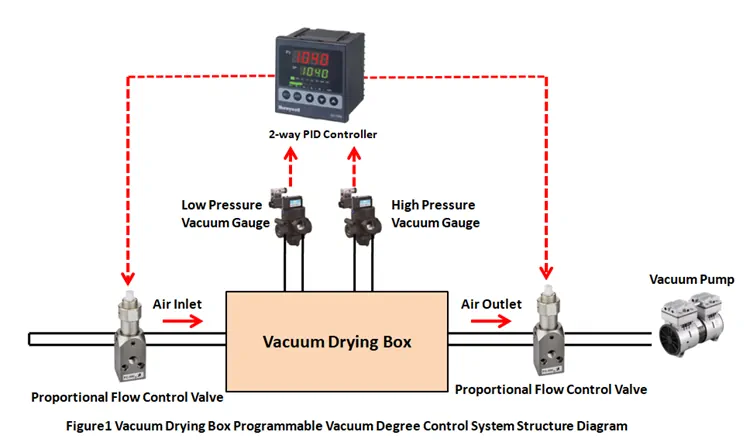
Vakum program kontrolü fikrine göre tasarlanan vakumlu fırın teknik dönüşüm planı Şekil 1’de gösterilmiştir. Tüm vakum kontrol sistemi esas olarak KaoLu’nun Oransal Akış Kontrol Valfi, vakum göstergesi, programlanabilir PID kontrolörü ve vakum pompasından oluşur. PID kontrolörü, ayarlanan prosedüre göre kutudaki vakum derecesi değişimine ulaşmak için KaoLu’nun Oransal Akış Kontrol Valfinin açılmasını otomatik olarak ayarlar.
İnceli toz kurutma sürecinin vakum derecesi kontrolünde anahtar nokta, vakum derecesinin belirli bir ayar oranına göre değişmesini sağlamaktır. Bu, fırındaki vakum derecesini atmosferik basınçtan (örneğin 10-20 dakika gibi uzun bir süre içinde) kademeli olarak istenen düşük basınca düşürecektir. Oran, birim zaman başına değişim miktarıdır; örneğin, 10 Torr/dakika eğimi, vakum derecesinin 1 dakika içinde kademeli olarak 10 Torr değiştiği anlamına gelir.
Müşterilerimizden birinin kuru toz süreci için, yaklaşık -150 Torr/dakika bir basınç düşürme hızı seçtiler. 750 Torr’da başlayacak ve basınç yaklaşık bir dakika sonra 600 Torr’a düşecekti. Ardından bir sonraki dakikada 450 Torr’a düşecek ve bu şekilde ayarlanan hedef basınca ulaşana kadar devam edecekti. Hedef basınca ulaşıldıktan sonra, hedef basınçta otomatik sabit kontrol de sürdürülebilir. Bu otomatik vakum kontrol yöntemi ile yüksek hassasiyet elde edilir.
İnceli toz kurutma süreci için bu vakum derecesi kontrol sistemi aşağıdaki özelliklere sahiptir:
Ayrıca, burada kullanılan KaoLu’nun Oransal Akış Kontrol Valflerinin tamamı yüksek hızlı valflerdir ve tamamen kapalı durumdan tamamen açık duruma geçiş süresi 1 saniyeden azdır. Bu hızlı tepki süresi, dinamik vakum derecesi kontrolü için çok uygundur. Bu hız, lazer kesim uygulamalarında gaz akışını kontrol eden sistemlerdeki gereksinimlere benzerdir. 0~10V veya 4~20mA analog sinyallerle doğrudan sürülebilirler ve düşük vakum kaçak oranına sahiptirler. Bu, özellikle yüksek vakum gerektiren kapalı ekipmanlar için ideal bir özelliktir.
Özetle, bu makalede açıklanan programlanabilir vakum derecesi kontrol çözümü, teknolojik olarak son derece olgundur. Çok sayıda deney sonrasında, bu çözümün fizibilitesi ve güvenilirliği doğrulanmıştır. Vakum derecesi kontrol doğruluğu kolaylıkla %±1 içinde elde edilebilir, bu da vakumlu fırında ince tozun kurutulmasından kaynaklanan toz ve kirlilik sorununu tamamen çözebilir. Bu çözüm, Sidel oransal regülatör gibi endüstriyel sistemlerin gerektirdiği hassasiyete ulaşarak, birçok diğer vakum ekipmanı ve sürecinde de uygulanmıştır.